目次
1. 大吟醸と普通酒はどこが違うの?
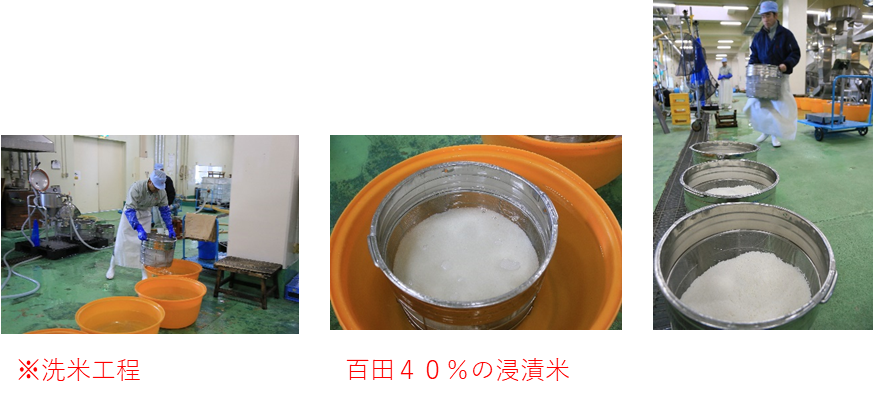
2. 洗米・浸漬
3. 蒸し
4. 製麹(せいきく) 5. 酒母(しゅぼ)
ここ秋田県湯沢市も雪が降り、寒冷の酒造りに適した季節になりました。爛漫でも大吟醸酒造りが始まり、蔵人が最高の技術と精魂込めて酒造りに励んでいます。この大吟醸造りを今回から3回に分けてお届けします。1回目は、洗米から酒母(しゅぼ)までをお伝えします。
清酒には大きく分けて、普通酒と特定名称酒の2つがあります。
特定名称酒とは、
普通酒とは、特定名称清酒以外の清酒をいいます。
その特定名称酒の最高ランクの清酒が玄米を半分以上削った(精米歩合50%以上)大吟醸酒です。 多くの蔵元は県外産の山田錦を使用する中、爛漫では、2020年に農業生産課を立ち上げ、秋田県の新品種「百田」を田植えから稲刈りまでの全てを社員が行う自社田栽培の原料米を使用しています。

自社田栽培米「百田」を丁寧に時間をかけて精米歩合40%(60%を削る)まで精米します。
洗米・浸漬は、10kg~15kgづつ白米が割れないように丁寧に手洗いし、米の表面の糠を洗い流した後、一定時間水に浸して吸水率を27~32%(例えば、10kgの白米が12.7kg~13.2kg)にします。目標の吸水率は、今年の「百田」の溶けやすさによって決めますが、精米歩合40%ともなると吸水速度が早く、ストップウオッチを使い秒単位で進めるとても集中力が必要な工程です。
洗米・浸漬終了後に表面に付着した水は、強制的に取り除き次の日の蒸しに備えます。
清酒の場合、洗米・浸漬したお米に蒸気を通過させ蒸すことで、α化(アルファー化)といってお米のデンプンやタンパク質が消化されやすくなります。
爛漫では、大型仕込みの場合は自動連続式蒸米機を使用しますが、大吟醸の場合は伝統的な和窯(わがま)を使用し、お湯からの蒸気を利用して約1時間 蒸します。
蒸し工程で水分が約13%増え、蒸米の吸水率は40~45%になります。

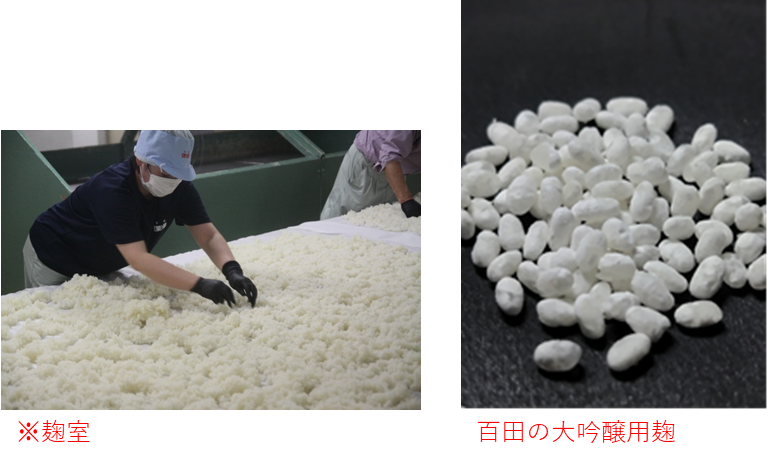
蒸したお米に麹カビを増殖させたものを麹といい、その工程を製麹といいます。大吟醸の場合、特に温度と湿度に気を使いながら約50時間かけて麹を造ります。
具体的には、吸水率32~34%、品温33~35℃に調整した蒸米に麹のもと(種麹)をふりかけた後、麹菌の増殖を見ながら「包み上げ」「切り返し」「仲仕事」「仕舞仕事」という操作で温度や湿度を管理しながら最高品温42~43℃まで上げます。41℃以上経過後12時間~15時間で大吟醸の麹の完成です。
目標とする大吟醸酒用の麹は、麹菌が蒸米の内部まで増殖しているツキハゼ型で、デンプンからブドウ糖を造る酵素のグルコアミラーゼや、お米を溶かす酵素のアルファアミラーゼをバランスよく生成していることが重要です。
いかに目標の麹を造るかが大吟醸酒の酒質に与える大きなポイントです。 35℃という過酷な麹室で、夜間作業も含めた麹造りの苦労があるからこそ、美味しいお酒ができるのです。

発酵をつかさどる酵母(こうぼ)を増殖するために最も重要な工程です。
醪(もろみ)の大きなタンクで仕込む前に、小さなタンクで雑菌が混入しないように注意しながら、培養・添加した酵母を健全に増殖させることが最も重要です。爛漫では主に、乳酸で雑菌の増殖を抑える速醸酒母を用いています。
具体的には、全仕込みの白米の6%を使い、水、麹、乳酸、酵母、蒸米を入れ、温度と成分に注意しながら最高温度約15℃まで上げ、約2週間で完成させます。
酒の母といわれるように、雑菌の増殖がなく、添加した酵母が元気で、かつ十分に増殖していることが次の醪工程の健全な発酵につながっていきます。